
XZ42系列水平分型全自動(dòng)脫箱射壓造型線
主要規(guī)格和技術(shù)參數(shù)

| 項(xiàng)目 型號(hào) | 砂型尺寸
(mm) |
造型速度
(sec/mold) |
下芯時(shí)間
(sec/mold) |
壓縮空氣耗量
(m3/min) |
功率
(kw) |
型砂耗量
(T/h) |
| XZ42-6556A | 650 × 560 × 150/150 | 25 | 22 | 5 | 45 | 約22 |
| XZ42-6556H | 650 × 560 × 200/200 | 26 | 23 | 5 | 45 | 約29 |
| XZ42-7060H (Ⅰ) | 700 × 600 × 250/200 | 28 | 25 | 5.5 | 45 | 約35 |
| XZ42-7060H (Ⅱ) | 700 × 600 × 250/200 | 28 | 25 | 5.5 | 45 | 約39 |
| XZ42-8070H | 800 × 700 × 220/220 | 30 | 27 | 6.5 | 55 | 約42 |
制造工藝流程

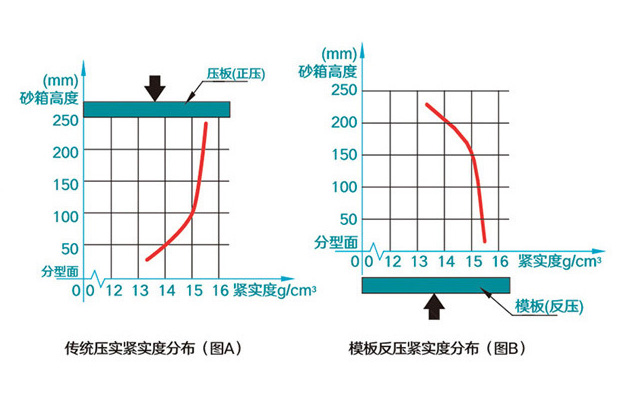
模板反壓的效果
射砂結(jié)束后,模板和模型向砂箱內(nèi)壓實(shí)(模板反壓),促使與模板、模型接觸的鑄型表面緊實(shí)度大幅提高(分布也比較均勻),而遠(yuǎn)離模板和模型的砂型背面緊實(shí)度略低(圖B),有利于鑄型透氣性改善,其結(jié)果與傳統(tǒng)的壓實(shí)(壓板從砂型上方加壓)效果正好相反(圖A、圖B)。

造型線附帶兩只模板框(一只生產(chǎn)中,一只供準(zhǔn)備);通過快速換模機(jī)構(gòu),實(shí)現(xiàn)快速換模,提高了生產(chǎn)率

配有液壓系統(tǒng)油溫控制器,有效控制油溫,確保油品質(zhì)量和液壓系統(tǒng)性能穩(wěn)定。
造型主要?jiǎng)幼骶壤y控制,動(dòng)作快慢結(jié)合,柔性強(qiáng),效率高

采用優(yōu)質(zhì)元器件,比如缸、閥、泵、電氣元件等,確保
設(shè)備運(yùn)行可靠、穩(wěn)定
帶故障自診斷功能,方便排除故障;操作簡(jiǎn)單
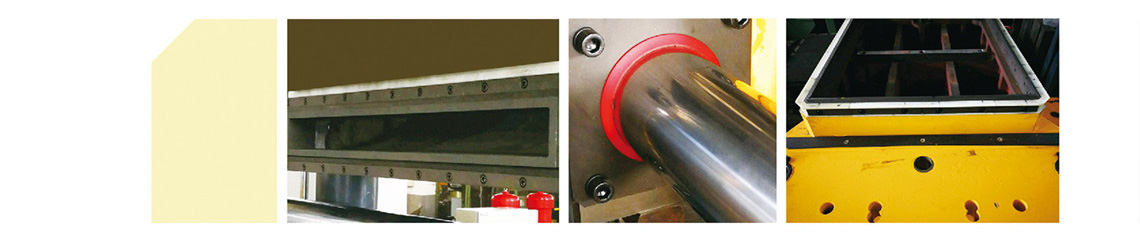
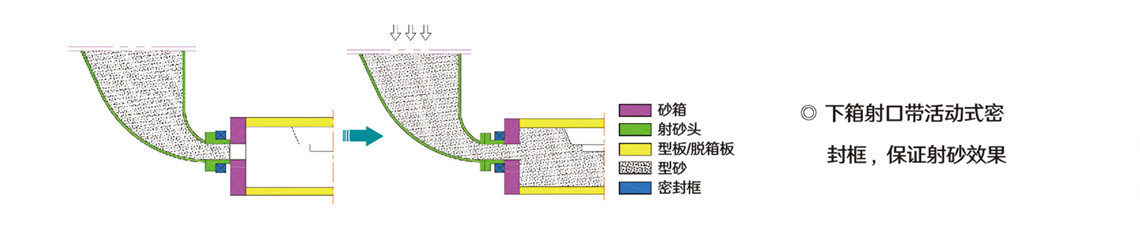
采用多項(xiàng)密封、防塵技術(shù),比如導(dǎo)桿、模板框、射砂閥門等處。
避免噴砂漏砂,提高了耐磨性和密封性

下芯時(shí)間長(zhǎng)
下芯時(shí)不停機(jī)
機(jī)外下芯安全性高
對(duì)于一些特殊鑄件,比如爐頭、帶散熱片的氣缸頭等,模板反壓工藝能較容易解決成型問題


造型工序簡(jiǎn)單,無砂箱翻轉(zhuǎn)、回轉(zhuǎn)動(dòng)作,能耗低,造型動(dòng)作穩(wěn)定、可靠
模板反壓作用,型腔面硬度達(dá)到要求時(shí),其背面硬度低于型腔面硬度,砂型透氣性良好
對(duì)于普通灰鐵件,建議采用平板式壓鐵;對(duì)于一些復(fù)雜球鐵件,建議采用專用夾板式壓鐵,而且均帶有壓鐵清掃機(jī)構(gòu)

布線方案
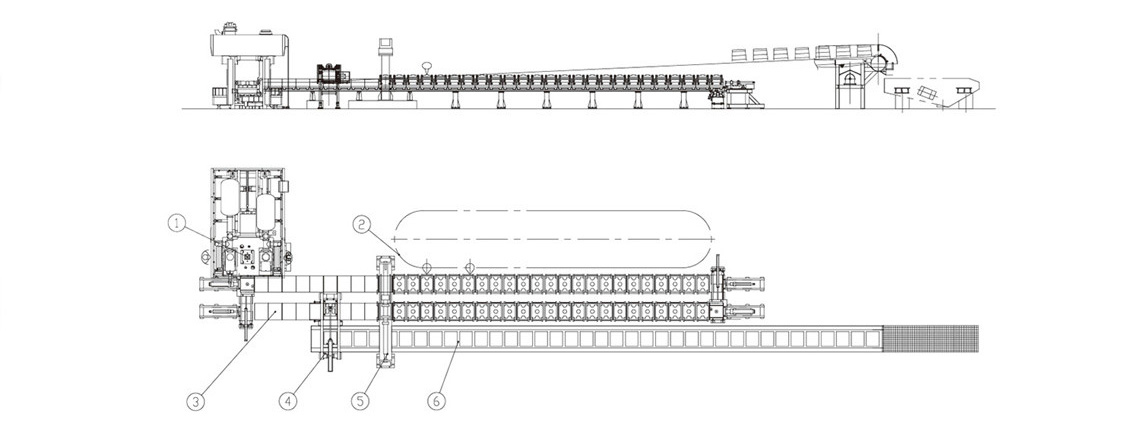
| 序號(hào) | 名稱 | |
| 1 | 造型機(jī) | flashless molding machine |
| 2 | 澆注環(huán)軌 | pouring station |
| 3 | 鑄型輸送機(jī) | mold conveyor |
| 4 | 推型機(jī)構(gòu) | mechanism of pushing mold |
| 5 | 取放壓鐵機(jī)械手 | machanical arm |
| 6 | 冷卻段 | cooling section |
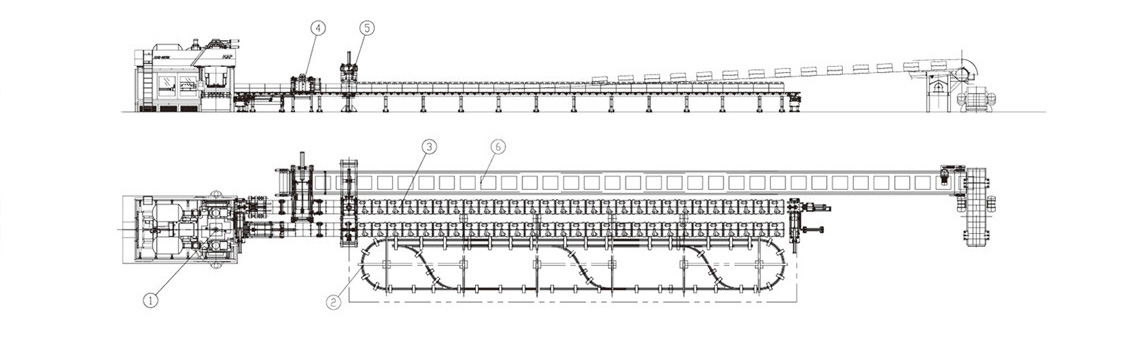
布線方案需考慮如下因素
| 鑄件的冷卻時(shí)間 | 模具庫(kù)位置空間 |
| 物料運(yùn)輸通道、堆放位置 | 鑄件出料、走向 |
| 廠房的長(zhǎng)寬尺寸及位置朝向 | 必需的環(huán)保設(shè)備位置空間 |
| 鐵水轉(zhuǎn)運(yùn)便捷安全 | 安全通道 |
| 砂芯周轉(zhuǎn)位置空間 | 澆注速度的保證 |
幾項(xiàng)說明
性能合格的型砂是射壓造型線正常使用的基本條件。
合格型砂性能如下:
| 項(xiàng)目 | 推薦值 |
|
濕壓強(qiáng)度(kpa) (kgf/cm2) |
120~140 1.2~1.4 |
|
濕拉強(qiáng)度(kpa) (kgf/cm2) |
-20 ~0.2 |
| 透氣性 | ≤120 |
| 緊實(shí)率 | 38±2% |
| 型砂水分含量 | 2.8~3.5% |
| 有效膨潤(rùn)土含量 | ^7.5% |
| 含泥量 | 11~14% |
| 砂溫 | ≤室溫+10°C |
| 原砂粒度 | 70/140 (50/100) |
理想的砂鐵比是5:1 ~10:1。砂鐵比太高,則鑄件產(chǎn)量低,型砂消耗量大,而且落砂后的型砂不利于潰散和回用;砂鐵比太低,則砂溫高,增加了后續(xù)砂冷卻的難度,而且型砂有效成分一膨潤(rùn)土和煤粉燒損大,給混砂后型砂性能保證帶來難度。
通常的射砂壓力是0.16~0.25MPa。
現(xiàn)場(chǎng)案例


關(guān)于我們
新聞動(dòng)態(tài)
技術(shù)裝備
聯(lián)系我們
無錫市華佩機(jī)械制造有限公司
地址:無錫市濱湖區(qū)馬山工業(yè)園區(qū)紫云路68號(hào)COPYRIGHT ? 2021 無錫市華佩機(jī)械制造有限公司 版權(quán)歸本公司所有